
Collet Chuck
Cat:Bahagian alat mesin
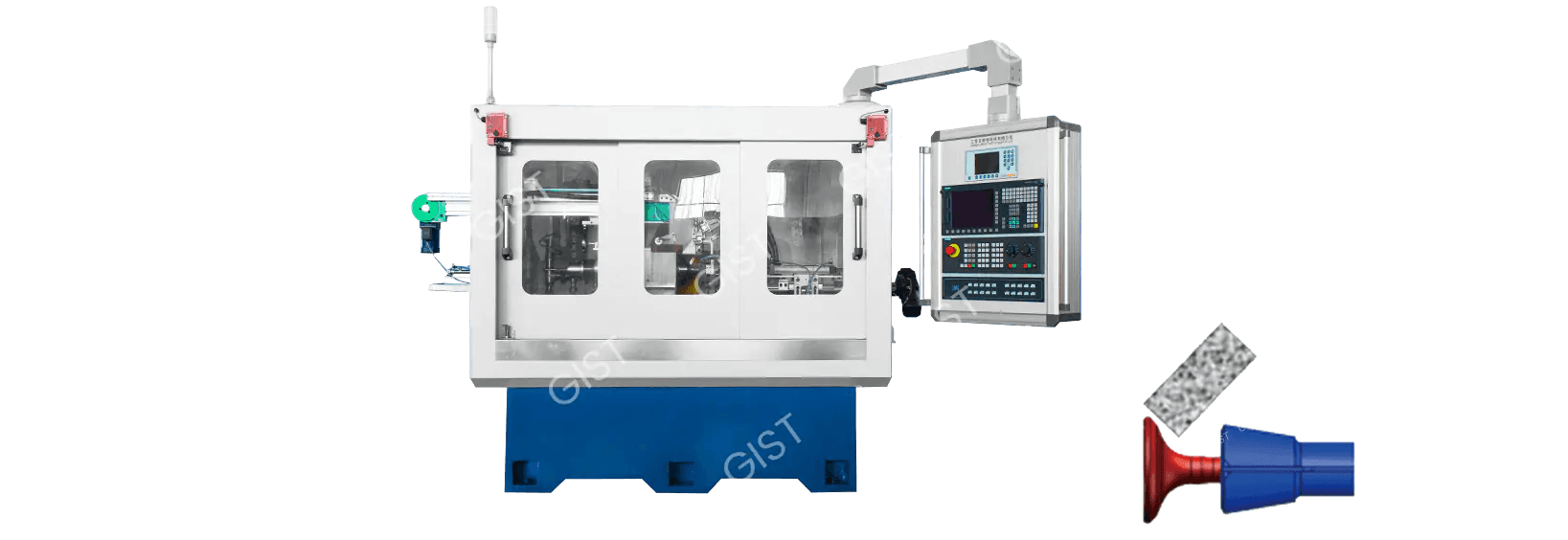
Kategori: Produk tambahan pengeluaran Gambaran Keseluruhan Produk: Syarikat telah meluluskan pensijilan pelbagai sistem seperti sist...
LebihKemunculan roda pengisar boron nitrida (CBN) yang terikat dengan vitrified telah menyediakan penyelesaian untuk pengisaran kon ketepatan tinggi. CBN (kubik boron nitrida) adalah bahan kedua paling teruk selepas berlian, dan ikatan vitrified memberikan rintangan haba yang unggul dan kestabilan struktur kepada roda pengisaran. Berbanding dengan roda pengisaran tradisional, kelebihan teras roda pengisaran CBN vitrified termasuk:
Kehidupan yang sangat panjang: Rintangan haus melebihi 100 kali lebih besar daripada roda pengisaran korundum, dengan ketara mengurangkan perubahan alat dan masa berpakaian.
Kestabilan terma yang tinggi: Menahan suhu melebihi 1400 ° C, mencegah ubah bentuk haba bahan kerja.
Pengekalan Ketepatan Tinggi: Kerugian bijirin kasar yang rendah memastikan ketepatan pemesinan jangka panjang dan stabil.
Pengisaran kecekapan tinggi: Meningkatkan kadar penyingkiran logam sebanyak 30% hingga 50%, meningkatkan kecekapan pengeluaran dengan ketara.
Roda pengisaran CBN vitrified adalah alat pengisaran berprestasi tinggi yang diperbuat daripada komposit boron nitrida padu (CBN) yang kasar dan pengikat vitrified. Gabungan bahan unik ini memberi mereka prestasi pemesinan yang luar biasa.
Sifat -sifat CBN Abrasif
Boron nitrida kubik (CBN) adalah bahan superhard sintetik dengan struktur kristal yang serupa dengan berlian, yang terdiri daripada atom boron dan nitrogen terikat kovalen. CBN Abrasives mempunyai ciri -ciri cemerlang berikut:
(1) kekerasan yang sangat tinggi dan rintangan haus
Microhardness boleh mencapai 4500hv, kedua hanya untuk berlian (10000hv) dan lebih daripada dua kali ganda dari Corundum (2000hv)
Rintangan haus lebih daripada 100 kali ganda daripada corundum abrasif biasa, menjadikannya sangat sesuai untuk memproses bahan-bahan yang tinggi
(2) Kestabilan terma yang sangat baik
Rintangan suhu tinggi sehingga 1400 ° C (berlian mula mengoksida pada 800 ° C)
Mengekalkan prestasi pemotongan pada suhu tinggi dan tidak bertindak balas dengan logam berasaskan besi
(3) Ketidaksuburan kimia yang baik
Tidak bertindak balas secara kimia dengan logam seperti besi, nikel, dan kobalt
Terutamanya sesuai untuk memproses logam ferus seperti keluli keras dan keluli berkelajuan tinggi
Ciri -ciri ikatan vitrified
Bon Vitrified adalah faktor utama dalam menentukan prestasi roda pengisaran. Ciri utamanya termasuk:
(1) rintangan haba yang tinggi
Suhu sintering dapat mencapai melebihi 1200 ° C
Mengekalkan sifat mekanik yang stabil dalam julat suhu kerja
(2) Ketegaran yang sangat baik
Modulus elastik mencapai di atas 100gpa
Ubah bentuk kecil semasa pengisaran, yang kondusif untuk mengekalkan ketepatan pemprosesan
(3) keliangan yang boleh dikawal
Keliangan 5% -40% dapat dicapai melalui pelarasan formula
Keliangan membantu dengan penyingkiran cip dan penyejukan, mencegah pembakaran bahan kerja
(4) Penghancuran diri yang baik
Biji -bijian kasar boleh jatuh dalam masa selepas passivation, mendedahkan kelebihan tajam baru
Mengekalkan prestasi pengisaran yang berterusan dan stabil
Struktur unik roda pengisar CBN seramik
Roda pengisaran CBN yang biasa menggunakan reka bentuk struktur pelbagai lapisan:
(1) Lapisan kasar
Kepekatan CBN biasanya 75% -150% (pecahan isipadu)
Julat Saiz Abrasive: Pengisaran kasar #80- #120, pengisaran halus #400- #2000
(2) lapisan peralihan
Memastikan ikatan teguh antara lapisan kasar dan substrat
Ketebalan biasanya 1-2mm
(3) bahan matriks
Aloi aluminium: ringan, sesuai untuk pengisaran berkelajuan tinggi
Matriks keluli: ketegaran tinggi, digunakan untuk pengisaran beban berat
Kelebihan ikatan seramik
Ikatan seramik adalah bahan bukan organik yang terdiri daripada fasa kaca dan fasa kristal. Kelebihannya termasuk:
Ketegaran tinggi: Lebih tahan terhadap ubah bentuk daripada resin atau ikatan logam, sesuai untuk pengisaran ketepatan tinggi
Rintangan suhu tinggi: Mengekalkan kestabilan walaupun semasa pengisaran berkelajuan tinggi (lebih dari 120 m/s).
Sangat mengecewakan diri: Selepas kejam, bijirin kasar jatuh, mendedahkan kelebihan yang baru diasah dan mengekalkan ketajaman.
Perbandingan dengan roda pengisaran tradisional (corundum, berlian, dll.)
Perbandingan Prestasi
Berbanding dengan roda pengisaran tradisional, roda pengisaran CBN seramik menawarkan kelebihan yang ketara:
| Spesifikasi prestasi | Roda pengisaran corundum | Roda pengisar resin resin-resin | Roda pengisaran cbn vitrified |
| Suhu operasi maksimum | 800 ° C. | 300 ° C. | 1400 ° C. |
| Nisbah Pengisaran (G-nilai) | 10-50 | 200-500 | 500-2000 |
| Kelajuan linear maksimum | 80m/s | 100m/s | 160m/s |
| Kestabilan dimensi | Adil | Baik | Cemerlang |
| Kekerapan berpakaian | Tinggi | Medium | Rendah |
Pemilihan roda pengisaran dan padanan
Pilih kepekatan CBN yang sesuai berdasarkan bahan bahan kerja (100% -150% disyorkan untuk keluli keras)
Prinsip Pemilihan Saiz Grit:
Pengisaran kasar: #80- #120
Pengisaran Semi-Fine: #150- #240
Pengisaran halus: #400 ke atas
Pemilihan jenis pengikat (fasa kaca/seramik mikrokristal)
Spesifikasi pemasangan
Gunakan bebibir khusus untuk memastikan daya pengapit yang sama rata
Pengimbangan dinamik diperlukan selepas pemasangan (ketidakseimbangan sisa ≤ 0.4g · mm/kg)
Lakukan ujian larian terbiar sebelum penggunaan awal (3 0 minit, kemudian secara beransur -ansur meningkatkan kelajuan ke kelajuan operasi)
Parameter Menetapkan Mata Utama
Kawalan kelajuan linear:
Keluli: 80-120 m/s
Karbida: 60-100 m/s
Pemilihan kadar suapan:
Pengisaran kasar: 0.01-0.03 mm/strok
Pengisaran halus: 0.002-0.01 mm/strok
Spark Masa Pembersihan: Lakukan sekurang-kurangnya tiga pengisaran bebas percikan semasa fasa pengisaran halus.
Pengurusan penyejuk
Cecair pengisaran khusus (pH 8.5-9.5) mesti digunakan.
Keperluan kadar aliran: ≥ 2 l/min per mm lebar roda pengisaran.
Ketepatan penapis ≤ 25 μm. Periksa secara kerap kepekatan (disyorkan 4 -6%)
Spesifikasi Berpakaian Roda Pengisaran
Pilihan Alat Berpakaian:
Berpakaian kasar: pena berlian tunggal
Berpakaian halus: roller berlian
Parameter berpakaian:
Makan berpakaian: 0.002-0.01mm/strok
Nisbah Kelajuan Berpakaian: 0.6 hingga 0.8 (roda pengisaran ke nisbah kelajuan linear roller)
Pakai pemantauan
Periksa secara kerap keadaan permukaan roda pengisaran (setiap 8 jam)
Mewujudkan sistem pemantauan kuasa/kuasa pengisaran dan tetapkan ambang penggera
Rekod Data Kehidupan Roda Pengisaran (purata bilangan bahagian yang diproses setiap selang berpakaian)
Langkah -langkah perlindungan
Penutup pelindung mesti dipasang (sudut pembukaan ≤ 180 °)
Pengendali mesti memakai topeng perlindungan (untuk melindungi daripada debu CBN).
Pemisah magnet mesti dipasang di kawasan kerja untuk mengumpul cip logam.
Pengendalian yang tidak normal
Prosedur pengendalian berlebihan getaran:
Segera hentikan mesin.
Semak runout radial spindle (hendaklah ≤0.005mm).
Rebalance.
Respon membakar bahan kerja:
Semak sudut semburan penyejuk.
Kurangkan kadar suapan sebanyak 20%-30%.
Pengurusan suhu dan kelembapan
Mengekalkan suhu bengkel 20 ± 2 ° C.
Kelembapan relatif sebanyak 45%-65%.
Bilik pengisaran ketepatan mesti dikekalkan pada suhu malar.
Langkah Pencegahan Getaran:
Pasang peralatan pada asas tahan getaran (amplitud ≤2μm).
Elakkan mencari peralatan di kawasan yang sama dengan peralatan stamping.
Fenomena: Sudut kerucut kerja dari toleransi (> ± 0.005 °)
Penyebab yang mungkin:
Kehilangan Ketepatan Geometri Alat Mesin (Guideways/Spindle)
Tetapan yang tidak betul dari sudut berpakaian roda pengisaran
Kerja keras kerja/perlawanan yang tidak mencukupi menyebabkan ubah bentuk
Penyelesaian:
Gunakan interferometer laser untuk memeriksa ketepatan geometri alat mesin (memberi tumpuan kepada paksi z dan paksi x-paksi)
Menghidupkan semula sudut dresser roda pengisaran (menggunakan tolok sudut standard disyorkan)
Tambahkan titik sokongan bahan kerja tambahan dan beralih ke pengapit hidraulik (mengawal daya pengapit ke 3-5 MPa)
Fenomena: Roundness> 2μm
Penyebab yang mungkin:
Keseimbangan dinamik roda pengisaran yang lemah
Haus galas gelendong (Runout Radial> 0.003mm)
Parameter pengisaran yang berlebihan
Penyelesaian:
Mengimbangi Roda Pengisaran (Nilai Sasaran: G1.0)
Semak Runout Radial Spindle dan ganti galas jika perlu (galas seramik disyorkan)
Laraskan parameter:
Kurangkan kelajuan linear sebanyak 10%-15%
Kurangkan kadar suapan kepada 50% daripada nilai asal
Fenomena: Corak Rippling Biasa (panjang gelombang 0.1-0.5mm)
Penyebab yang mungkin:
Getaran sistem pengisaran roda kerja
Yayasan Mesin Loose
Resonans pengisaran
Penyelesaian:
Semak dan mengukuhkan asas (nilai getaran hendaklah ≤ 2μm/s)
Laraskan kelajuan putaran untuk mengelakkan zon resonans (ditentukan oleh analisis spektrum FFT)
Gunakan roda pengisaran yang tidak sama rata (seperti jenis alur lingkaran)
Gejala: Perubahan warna permukaan bahan kerja (pengoksidaan)
Penyebab yang mungkin:
Penyejukan yang tidak mencukupi (aliran/tekanan yang tidak mencukupi)
Liang roda pengisaran tersumbat
Kadar suapan yang berlebihan
Penyelesaian:
Mengoptimumkan sistem penyejukan:
Tingkatkan kadar aliran ke 15 l/min · mm (lebar roda pengisaran)
Gunakan reka bentuk muncung ganda (satu di atas dan satu di bahagian bawah, bersudut pada 15 °)
Bersihkan liang roda pengisaran dengan pistol udara bertekanan tinggi (0.6 MPa udara termampat)
Kurangkan kadar suapan sebanyak 30% dan meningkatkan bilangan kitaran penggilap (≥3)
Gejala: Kehidupan roda pengisaran dikurangkan sebanyak lebih daripada 50%
Penyebab yang mungkin:
Kepekatan yang tidak betul
Perubahan dalam bahan bahan kerja (mis., Mengandungi fasa keras)
Parameter berpakaian yang tidak betul
Penyelesaian:
Laraskan kepekatan CBN:
Keluli yang dipadamkan: 100%-125%
Karbida: 75%-100%
Ubah suai parameter berpakaian:
Kurangkan kadar suapan berpakaian hingga 0.001 mm/strok
Laraskan nisbah kelajuan berpakaian hingga 0.4
Fenomena: "Tempat botak" muncul di permukaan roda pengisaran
Penyebab yang mungkin:
Kekuatan bon yang tidak mencukupi
Beban kesan yang berlebihan
Kakisan penyejuk
Penyelesaian:
Gunakan ikatan seramik microcrystalline kekuatan tinggi
Mengoptimumkan kaedah pemotongan (gunakan pemotongan cerun, sudut <5 °)
Tukar jenis penyejuk (elakkan bahan tambahan yang mengandungi sulfur)
Fenomena: Pengurangan 30% dalam kadar penyingkiran logam
Penyebab yang mungkin:
Kerosakan roda pengisaran
Kuasa pengisaran yang tidak mencukupi
Parameter proses konservatif
Penyelesaian:
Melaksanakan pemantauan keadaan:
Tetapkan ambang kuasa (85% penggera kuasa yang dinilai)
Gunakan sensor pelepasan akustik untuk memantau keadaan roda pengisaran
Fenomena: Variasi Dimensi Batch> 0.005mm
Penyebab yang mungkin:
Deformasi terma terkumpul
Kesalahan sistem pengukuran
Pakai roda pengisaran yang tidak dikompensasi
Penyelesaian:
Melaksanakan pampasan suhu:
Masa pemanasan mesin ≥ 2 jam
Pasang sistem kawalan suhu ambien (20 ± 1 ° C)
Mewujudkan mekanisme pampasan automatik:
Mencetuskan pengukuran dalam talian setiap 10 bahagian
Betulkan koordinat paksi z secara automatik melalui plc
Langkah Kecemasan:
Segera tekan butang berhenti kecemasan
Periksa integriti perlindungan perlindungan
Punca Penyiasatan:
Overspeed (periksa label kelajuan maksimum)
Tekanan pemasangan yang berlebihan (tork bolt bebibir mengikut manual)
Langkah Kecemasan:
Semak tekanan hidraulik pengapit selepas penutupan (biasanya 3-5 MPa)
Gunakan penyelesaian kedudukan sekunder (pengapit pneumatik kedudukan mekanikal)
Tambahkan pemeriksaan visual ke proses utama (untuk mengesahkan penjepit yang betul)
Menetapkan log pemantauan:
Catat lengkung daya pengisaran setelah setiap berpakaian
Trek Trend Kehidupan Roda Pengisaran (Pengurusan Carta Kawalan)
Pengurusan alat ganti:
Mengekalkan alat berpakaian roda pengisaran kecemasan (penggelek berlian)
Spindle Bearing Spare Parts (penggantian mandatori yang disyorkan selepas 8,000 jam)
Pengisar kerucut roda seramik CBN adalah peralatan mewah yang direka khusus untuk pemesinan bahagian kerucut ketepatan tinggi. Fungsi teras mereka adalah seperti berikut:
Mencapai ketepatan pemesinan peringkat mikron (bulat ≤ 1μm, toleransi sudut kon ± 0.003 °).
Boleh memproses pelbagai struktur kerucut:
Cone Synchronizer Transmissive Automotif
Mortise Engine Pesawat dan Tenon Groove Cones
Bearing Raceway Bearing Precision
Kon pelepasan kelebihan alat
Direka untuk bahan-bahan yang tinggi:
Keluli keras (HRC60)
Aloi suhu tinggi (Inconel 718, dan lain-lain)
Karbida (YG8, dan lain -lain)
Selesaikan masalah roda pengisaran tradisional yang "tidak dapat mengisar" dan terdedah kepada luka bakar
Proses penggiling beralih bersepadu
Lengkapkan pemesinan pelbagai ciri dalam persediaan pengapit tunggal:
Permukaan silinder kon
Akhir muka chamfer
Alur permukaan profil
| Item perbandingan | Roda pengisaran corundum | Roda pengisaran cbn vitrified |
| Kehidupan berpakaian | 50 keping | 2,000 keping |
| Jumlah hayat perkhidmatan | 200 keping | 50,000 keping |
| Kekerapan berpakaian | Dua kali per shift | Sekali seminggu |
Kekasaran permukaan RA mencapai 0.1μm (kemasan cermin)
Tiada kedalaman lapisan terbakar <2μm (roda pengisaran konvensional> 10μm)
Tekanan sisa dikawal dalam -200mpa (keadaan tekanan mampatan)
Kadar penyingkiran logam yang lebih baik:
Keluli yang dipadamkan: 2.5mm³/mm · s (proses konvensional 0.8mm³/mm · s)
Karbida: 1.2mm³/mm · s (proses konvensional 0.3mm³/mm · s)
Masa kitaran potong dikurangkan sebanyak 40%-60%
Perbandingan Penggunaan Tenaga:
Pengisar konvensional: 25kW · h/100 keping
CBN Grinder: 8kw · H/100 keping
Pengurangan sisa:
Cip pengisaran dikurangkan sebanyak 80%
Penggunaan penyejuk dikurangkan sebanyak 50%
Dilengkapi dengan sistem pengukuran dalam talian (jenis laser/hubungan)
Fungsi pampasan adaptif:
Betulkan secara automatik memakai roda pengisaran
Pampasan masa nyata untuk ubah bentuk haba
Sistem kembar digital meramalkan hasil pemesinan
Teknologi Bond Nano-Seramik:
Kekuatan lenturan meningkat kepada 180 MPa
Rintangan haba meningkat sebanyak 30%
Roda pengisaran komposit berbilang lapisan:
Lapisan Asas: Matriks Tinggi Tough
Lapisan Peralihan: Bahan Kecerunan
Lapisan Kerja: Agregat Mikrofon CBN
Teknologi pengisaran kriogenik:
Suhu bahan kerja <150 ° C (proses konvensional> 400 ° C) dicapai melalui penyejukan jet tekanan tinggi
Teknologi penindasan getaran:
Sistem redaman aktif mengawal amplitud getaran ke dalam 0.5 μm
Fungsi hubungan lima paksi:
Bilangan kaitan maksimum paksi: x/y/z/paksi/pusat
Ketepatan kedudukan: 5μm 5μm/300mm
Reka bentuk modular:
Penggantian unit roda pengisaran cepat (<10 minit)
Modul fungsi pemusnahan/penggilingan pilihan
Penyegerakan Transmisi Cone Pemesinan:
Ketepatan pemesinan meningkat kepada DIN 5
Kos unit dikurangkan sebanyak 35%
Pemesinan Kenderaan Kenderaan Tenaga Baru: Pemesinan Koning:
Mencapai toleransi sesuai 0.005mm
Hilangkan masalah bunyi yang berkaitan dengan perhimpunan tradisional
Enjin bilah enjin dan pemesinan tenon:
Kehidupan keletihan meningkat sebanyak 3 kali
Kitaran pemesinan dikurangkan dari 8 jam hingga 2.5 jam
Pendaratan gear gear gearing pemesinan:
Integriti permukaan memenuhi piawaian AMS2420
Kadar sekerap dikurangkan dari 15% hingga 0.5%
Karbida gerudi belakang pemesinan sudut:
Serrasi kelebihan cutting <3μm
Kehidupan alat meningkat sebanyak 50%
Pemotong penggilingan ketepatan tinggi dengan shanks tirus:
Kawasan Hubungan> 90%
Pengapit semula 1μm
Peningkatan pintar:
Sistem Pengoptimuman Proses AI Bersepadu
Pembangunan model ramalan keadaan roda pengisaran sendiri
Pembuatan Hijau:
Terobosan teknologi pengisaran kering
Pembangunan bahan pengikat yang boleh degradasi
Pemesinan ultra-ketepatan:
Mencapai kekasaran permukaan nanoscale (RA <0.05μm)
Membangunkan proses penyingkiran peringkat atom
Ketepatan pemesinan yang tidak normal terutamanya ditunjukkan sebagai sudut kerucut yang berlebihan dan bulat yang lemah. Sudut kon yang berlebihan biasanya merujuk kepada sisihan lebih daripada ± 0.01 ° antara sudut kon yang sebenar dan keperluan reka bentuk, sementara bulat yang buruk menunjukkan sisihan lebih daripada 2μm dari seksyen salib pekeliling yang dimesin.
Untuk sudut kerucut yang berlebihan, ketepatan geometri alat mesin mesti ditentukur terlebih dahulu. Adalah disyorkan untuk menggunakan interferometer laser untuk memeriksa keseragaman setiap paksi mesin, terutamanya keseragaman antara paksi x dan z. Ujian ini perlu dilakukan selepas suhu operasi mesin telah stabil, biasanya memerlukan pemanasan 1-2 jam. Sekiranya sisihan berseram dikesan, ia harus diperbetulkan mengikut arahan pengeluar alat mesin. Ini umumnya dicapai dengan menyesuaikan pelepasan slat kereta api ke dalam 0.005-0.01mm.
Berpakaian roda pengisaran juga merupakan faktor penting yang mempengaruhi ketepatan sudut tirus. Berpakaian roller berlian disyorkan, dengan kadar suapan berpakaian 0.002-0.005mm. Selepas berpakaian, sekurang-kurangnya tiga kitaran penggilap bebas percikan diperlukan untuk memastikan keseragaman dan ketajaman bijirin kasar pada permukaan roda pengisaran. Untuk pemesinan tirus ketepatan tinggi, adalah disyorkan untuk menguji mengisar satu atau dua bahan kerja sebelum pemesinan akhir. Hanya selepas pengukuran yang memuaskan diperolehi bolehkah pengeluaran besar -besaran bermula.
Bulat yang lemah sering berkait rapat dengan keadaan alat gelendong alat mesin. Pertama, periksa runout radial gelendong, yang tidak boleh melebihi 0.003mm menggunakan penunjuk dail. Jika nilai ini melebihi, galas gelendong mungkin perlu diganti. Selain itu, roda pengisaran mesti seimbang secara dinamik ke piawaian G1.0, dengan ketidakjujuran dikawal dalam 0.4g · mm/kg. Untuk pengisaran berkelajuan tinggi (kelajuan linear melebihi 80m/s), sistem pengimbangan dinamik dalam talian disyorkan untuk pemantauan dan pelarasan masa nyata.
Kecacatan kualiti permukaan biasanya termasuk tanda perbualan, luka bakar, dan kekasaran yang berlebihan. Tanda perbualan boleh dikategorikan sebagai biasa dan rawak.
Tanda perbualan biasa biasanya muncul sebagai seragam, jalur berkala dengan panjang gelombang antara 0.1 dan 0.5 mm. Masalah jenis ini disebabkan terutamanya oleh getaran sistem. Langkah -langkah rawatan termasuk: mengimbangi roda pengisaran untuk memastikan ia memenuhi piawaian G1.0; Melaraskan kelajuan gelendong dan menggunakan analisis spektrum FFT untuk mengenal pasti frekuensi resonan untuk mengelakkan julat kelajuan sensitif; dan memeriksa Yayasan Alat Mesin untuk memastikan tahap getaran berada di bawah 2 μm/s.
Tanda perbualan rawak muncul sebagai tanda permukaan yang tidak teratur, selalunya menunjukkan kemungkinan memakai gelendong. Galas hendaklah diperiksa dan diganti jika perlu. Apabila menggantikan, perhatikan preload galas. Preload yang berlebihan boleh menyebabkan kegagalan galas pramatang.
Pembakaran permukaan terutamanya disebabkan oleh suhu yang berlebihan di kawasan pengisaran. Penyelesaian termasuk: meningkatkan kadar aliran penyejuk kepada sekurang -kurangnya 2 l/min per milimeter lebar roda pengisaran; Memeriksa kedudukan muncung penyejuk untuk memastikan ia diselaraskan dengan zon hubungan pengisaran; Mengoptimumkan parameter pengisaran, dengan sewajarnya mengurangkan kadar suapan, dan meningkatkan bilangan kitaran penggilap. Untuk luka bakar yang teruk, menggantikan roda pengisaran CBN dengan satu dengan kekonduksian terma yang lebih tinggi mungkin diperlukan.
Kekasaran yang berlebihan sering berkaitan dengan keadaan roda pengisaran. Apabila grit roda pengisaran menjadi membosankan, kekasaran permukaan merosot dengan ketara. Berpakaian roda pengisaran diperlukan, dan pengisaran ujian harus dilakukan selepas berpakaian untuk mengesahkan keadaan. Sekiranya masalah berterusan, pertimbangkan untuk beralih ke roda pengisaran yang lebih halus atau mengurangkan kadar suapan sebanyak 50%.
Keabnormalan roda pengisaran terutamanya nyata sebagai haus yang berlebihan dan kehilangan bijirin yang kasar. Haus yang berlebihan dari roda pengisaran bermakna hayat perkhidmatannya jauh lebih rendah daripada yang dijangkakan, berpotensi mencapai hanya 50% atau bahkan kurang dari jangka hayatnya yang normal.
Penyebab utama haus yang berlebihan termasuk kepekatan yang tidak wajar, perubahan dalam sifat bahan bahan kerja, dan tetapan parameter berpakaian yang salah. Untuk bahan-bahan yang sukar untuk mesin seperti keluli keras, disyorkan untuk menggunakan roda pengisaran dengan kepekatan CBN antara 100% dan 125%. Apabila aloi pemesinan yang mengandungi fasa keras, kepekatan boleh dikurangkan kepada 75% hingga 100%. Mengenai parameter berpakaian, suapan berpakaian harus dikurangkan kepada 0.001mm/strok, dan nisbah kelajuan berpakaian harus diselaraskan kepada kira -kira 0.4.
Grit menumpahkan manifes sebagai "bintik -bintik botak" setempat di permukaan roda pengisaran. Ini "tempat botak" setempat biasanya dikaitkan dengan kekuatan bon yang tidak mencukupi, beban impak yang berlebihan semasa pemesinan, atau kakisan penyejuk. Penyelesaian termasuk: beralih ke roda pengisaran dengan ikatan seramik mikrokristalin kekuatan tinggi; mengoptimumkan laluan pemesinan, menggunakan kemasukan kurang daripada 5 ° untuk mengelakkan kesan yang disebabkan oleh pemotongan sudut kanan; dan memeriksa komposisi penyejuk untuk mengelakkan menggunakan penyejuk yang mengandungi bahan tambahan yang menghakis seperti sulfur.
Tindak balas kecemasan fraktur roda pengisaran
Sekiranya patah roda pengisaran, pengendali harus segera mengaktifkan butang Stop Stop dengan segera untuk melepaskan kuasa ke mesin. Kemudian, periksa integriti perlindungan perlindungan untuk memastikan tiada serpihan terbang boleh mencederakan sesiapa pun. Siasatan kemalangan harus memberi tumpuan kepada: sama ada kelajuan roda pengisaran melebihi kelajuan maksimum yang ditentukan pada label; Sama ada flange pemasangan flange berada dalam 0.01mm; dan sama ada roda pengisaran telah tamat tempoh atau tidak disimpan secara tidak wajar.
Respon kegagalan pengapit bahan kerja
Kegagalan penjepit bahan kerja boleh menyebabkan bahaya keselamatan yang serius dan kegagalan bahan kerja. Langkah -langkah penambahbaikan termasuk mengamalkan sistem kedudukan dua: kedudukan mekanikal untuk memastikan kedudukan rujukan, pengapit hidraulik untuk menyediakan daya pengapit utama, dan mengunci pneumatik sebagai ciri keselamatan. Pemeriksaan visual juga boleh ditambah untuk mengesahkan penjepit bahan kerja disediakan sebelum diproses.
Penyelesaian Masalah Biasa:
| Gejala | Sebab yang mungkin | Penyelesaian |
| Riak permukaan bahan kerja | Pakaian Bearing Unbitance/Spindle Geram Roda | Mengimbangi/menggantikan galas |
| Ketepatan sudut tirus melebihi | Kehilangan ketepatan geometri mesin | Tahap mesin dan panduan semula |
| Pakai roda pengisaran yang berlebihan | Parameter pengisaran yang berlebihan | Kurangkan kelajuan linear sebanyak 15%-20% |
| Pembakaran permukaan bahan kerja | Tidak mencukupi penyejukan/pengisaran roda kebelakangan | Meningkatkan aliran penyejukan/ganti dalam masa |
| Mengurangkan kecekapan pengisaran | Liang roda pengisaran tersumbat | Jelas atau pulihkan dengan batang pembersihan khas |
Mata utama penyelenggaraan harian
Penyelenggaraan harian adalah penting untuk memastikan operasi jangka panjang, stabil peralatan. Sebelum permulaan setiap peralihan kerja, pemeriksaan berikut mesti dilakukan: kepekatan penyejuk perlu diperiksa menggunakan refractometer untuk memastikan kepekatan kekal dalam lingkungan 4% -6%; Tekanan sistem udara perlu diperiksa untuk mengekalkan tekanan operasi 0.5-0.7 MPa; dan roda pengisaran harus diperiksa secara visual untuk retak, kecacatan, atau keabnormalan lain.
Penyelenggaraan pasca peralihan adalah sama penting dan termasuk: membersihkan meja kerja dan pemisah magnet untuk mengeluarkan cip logam dan penumpukan kasar; Menghapuskan Pengawal Guideway untuk mengelakkan cip dari memasuki permukaan panduan; Merakam data berpakaian roda dan bilangan bahan kerja yang diproses semasa peralihan, dan mengekalkan rekod operasi peralatan lengkap.
Pelan penyelenggaraan berkala
Penyelenggaraan mingguan memberi tumpuan kepada memeriksa sistem pelinciran panduan untuk memastikan tahap gris adalah sekurang -kurangnya 80% dan garis pelinciran tidak terhalang. Sistem hidraulik harus diperiksa dengan teliti setiap bulan, memberi tumpuan kepada perbezaan tekanan penapis. Jika perbezaan tekanan melebihi 0.3 MPa, penapis mesti diganti.
Sistem gelendong hendaklah diperiksa secara profesional setiap suku tahun, menggunakan mikrometer ketepatan tinggi untuk mengukur larian radial spindle, yang tidak boleh melebihi 0.002 mm. Kenaikan suhu gelendong juga perlu diperiksa; Ia tidak boleh melebihi 15 ° C selepas empat jam operasi berterusan. Penyelenggaraan tahunan memerlukan juruteknik profesional untuk melakukan penentukuran penuh alat mesin dan memulihkan semua ketepatan kedudukan kepada piawaian kilang.
Pengurusan hayat komponen utama
Sebagai komponen teras, galas gelendong disyorkan untuk diganti selepas 8,000 jam operasi, tanpa mengira keadaan permukaan. Slider Guideway biasanya mempunyai jangka hayat lima tahun dan harus diganti dengan segera untuk mengelakkan kehilangan ketepatan. Flange roda pengisaran harus diteliti tork setiap 2,000 jam untuk memastikan pemasangan yang selamat dan boleh dipercayai. Penyejuk harus diganti sepenuhnya setiap tiga bulan untuk mencegah kemerosotan yang mempengaruhi prestasi pemesinan.
| Kategori penyelenggaraan | Item penyelenggaraan | Butiran dan piawaian operasi | Kitaran | Keperluan rekod |
| Penyelenggaraan harian | Pemeriksaan penyejuk | Periksa kepekatan (4%-6%), pH (8.5-9.5), ketepatan penapisan ≤ 25μm | Per shift | Rekod kepekatan dan kekotoran |
|
| Pemeriksaan visual roda pengisaran | Semak retak, kecacatan, dan zarah kasar yang longgar, dan lubang udara bersih (pistol udara 0.6MPa). | Setiap peralihan | Ambil gambar dan arkibkan sebarang keabnormalan. |
| Periksa sistem tekanan udara. | Pastikan tekanan antara 0.5-0.7MPa dan tidak ada kebocoran dalam paip. | Setiap peralihan | Catat nilai tekanan. | |
| Penyelenggaraan mingguan | Pelinciran kereta api panduan | Tambah Grease Khas, Isi ≥ 80% | Mingguan | Rakam mata dan jumlah pelinciran |
|
| Pemeriksaan sistem hidraulik | Semak perbezaan tekanan penapis (<0.3 MPa) dan tahap minyak dalam julat yang ditandakan. | Mingguan | Catat perbezaan tekanan dan minyak. |
| Pemeriksaan keseimbangan dinamik roda pengisaran. | Gunakan pengimbang dinamik untuk menentukur ke G1.0 (ketidakseimbangan ≤ 0.4 g · mm/kg). | Mingguan atau selepas menukar roda pengisaran. | Catat ketidakseimbangan. | |
| Penyelenggaraan bulanan | Pemeriksaan ketepatan spindle | Ukur Runout Radial (≤0.003mm) dan main paksi (≤0.002mm) | Bulanan | Jimat Laporan Pemeriksaan |
|
| Penggantian penyejuk | Benar -benar menggantikan penyejuk dan bersihkan paip dan tangki. | Setiap tiga bulan | Catat tarikh penggantian dan nombor model. |
| Alat mesin penentukuran ketepatan geometri. | Semak menegak setiap paksi menggunakan interferometer laser (paksi x/z ≤ 0.005mm/300mm). | Suku tahunan | Simpan sijil penentukuran pada fail. | |
| Penyelenggaraan tahunan | Pembaikan mesin penuh | Termasuk pengisaran kereta api panduan, pelarasan preload skru, dan ujian penebat sistem elektrik | Setiap tahun | Laporan Penyelenggaraan Lengkap |
| Pengurusan hayat komponen utama | Pengganti galas gelendong | Penggantian wajib selepas 8,000 jam operasi, menggunakan galas seramik | Terkumpul oleh jam | Rakam Masa dan Kumpulan Penggantian |
|
| Ganti landasan dan slider panduan | Gantikan setiap 5 tahun atau ketika bermain yang signifikan berkembang | 5 tahun | Catat sebab penggantian |
| Penentukuran bebibir roda pengisaran | Semak kebosanan (≤ 0.01mm). Tork bolt mesti mematuhi arahan pengeluar. | Setiap 2000 jam | Catat nilai tork | |
| Tindak balas kecemasan | Retak roda pengisaran | Segera hentikan mesin → Periksa penutup pelindung → periksa masalah kelajuan/pemasangan → ganti roda pengisaran | Sekiranya berlaku retak | Isi laporan kejadian |
|
| Kegagalan pengapit bahan kerja | Mesin Berhenti → Periksa Tekanan Pengapit (3-5 MPa) → Meningkatkan Pemeriksaan Visual → Mengoptimumkan kedudukan | Apabila ini berlaku | Rekod langkah pembetulan |
Langkah berjaga -jaga penyelenggaraan:
Keselamatan Pertama: Sebelum penyelenggaraan, cabut bekalan kuasa dan lepaskan tekanan. Pakai peralatan pelindung.
Alat: Gunakan alat pemeriksaan yang disyorkan pengeluar (seperti interferometer laser dan pengimbang dinamik).
Kebolehpercayaan data: Pengesahan tandatangan diperlukan untuk setiap operasi penyelenggaraan, dan data akan diarkibkan selama sekurang -kurangnya tiga tahun.
Amaran Abnormal: Segera menutup mesin untuk penyiasatan jika masalah seperti peningkatan getaran atau kenaikan suhu yang tidak normal dikesan.
Jawapan:
Kehidupan yang sangat panjang: Kekerasan CBN adalah kedua hanya untuk berlian, dan rintangan hausnya melebihi 100 kali lebih besar daripada roda pengisaran korundum, dengan ketara mengurangkan kekerapan penggantian.
Kestabilan terma yang tinggi: CBN dapat menahan suhu sehingga 1400 ° C, mencegah luka bakar bahan kerja (roda pengisaran konvensional gagal pada 800 ° C).
Pengekalan Ketepatan Tinggi: Ikatan Vitrified mempamerkan ketegaran yang sangat baik, daya pengisaran yang stabil, dan dapat mencapai pusingan tirus kurang dari 1μm.
Kecekapan Tinggi: Kadar penyingkiran logam meningkat sebanyak 30%-50%, menjadikannya sesuai untuk bahan-bahan yang sukar-ke-mesin seperti keluli keras dan aloi suhu tinggi.
Saiz grit:
Pengisaran kasar (RA 0.8μm): #80- #120
Pengisaran halus (RA 0.1μm): #400- #2000
Konsentrasi:
Keluli keras: 100%-150%
Karbida: 75%-100%
Pengikat:
Seramik fasa kaca: tujuan umum
Seramik Microcrystalline: Keperluan Kekuatan Tinggi
A: Langkah penyelesaian masalah:
Pengimbangan Dinamik: Roda pengisaran mestilah gred G1.0 (ketidakseimbangan ≤ 0.4g · mm/kg).
Semak galas gelendong: Gantikan jika Runout Radial> 0.003mm.
Laraskan parameter:
Kurangkan kelajuan linear sebanyak 10% -15% (mis., Dari 120m/s hingga 100m/s).
Kurangkan kadar suapan kepada 50% daripada nilai asal.
Mengoptimumkan pengapit: Meningkatkan titik sokongan bahan kerja dan mengurangkan overhang.
Jawapan: Penyebab dan penyelesaian biasa:
| Sebab | Penyelesaian |
| Parameter pengisaran yang berlebihan | Kurangkan kelajuan talian atau kadar suapan |
| Kepekatan penyejuk yang tidak mencukupi (<4%) | Menambah tumpuan kepada 6% |
| Liang roda pengisaran tersumbat | Bersihkan dengan pistol udara tekanan tinggi 0.6 MPa |
| Tukar bahan bahan kerja (mengandungi fasa keras) | Gunakan kepekatan yang lebih tinggi (150%) atau roda pengisaran yang lebih tinggi |
Jawapan:
Pengoptimuman penyejukan:
Kadar aliran ≥ 15 l/min · mm (lebar roda pengisaran)
Gunakan roda pengisaran yang disejukkan secara dalaman atau muncung berganda (sudut 15 °)
Pelarasan proses:
Meningkatkan bilangan kitaran penggilap (≥ 3 pengisaran bebas percikan)
Kurangkan kadar suapan sebanyak 30%
Pemilihan Roda Pengisaran:
Gunakan roda pengisaran dengan keliangan tinggi (30%-40%) untuk meningkatkan pelesapan haba.
Jawapan:
Menentukur ketepatan geometri mesin:
Gunakan interferometer laser untuk menyemak paksi x/z perpendicularity (ralat ≤ 0.005 mm/300 mm).
Membetulkan sudut berpakaian roda pengisaran:
Gunakan blok sudut standard untuk menentukur roller roller berlian. Semak ketegaran perlawanan:
Kawal daya pengapit pada 3-5 MPa untuk mengelakkan ubah bentuk bahan kerja.
Jawapan:
Alat Berpakaian: Penggelek Diamond disyorkan (jangka hayat dan ketepatan tinggi).
Tetapan parameter:
Kadar suapan berpakaian: 0.002-0.005 mm/strok
Nisbah Kelajuan Berpakaian: 0.4 hingga 0.8 (roda pengisaran ke nisbah kelajuan linear roller)
Keperluan pengisaran: Tiga pas bebas percikan diperlukan selepas berpakaian.
Jawapan:
Ujian Larian Idle: Meningkatkan kelajuan langkah demi langkah ke kelajuan operasi dan berjalan selama 30 minit.
Pengimbangan Dinamik: Gunakan pengimbang dalam talian untuk menyesuaikan diri dengan G1.0.
Ujian Pengesahan Pengisaran:
Proses 2-3 spesimen dan periksa dimensi dan kualiti permukaan.
Laraskan dengan jumlah pakaian atau parameter pengisaran berdasarkan hasilnya.
Tanda perbualan biasa
Ciri-ciri: Striations berkala dengan panjang gelombang 0.1-0.5mm
Ubat:
Periksa getaran asas (hendaklah ≤2μm/s)
Laraskan kelajuan untuk mengelakkan frekuensi resonan
Gunakan roda pengisaran yang tidak sama rata (seruling lingkaran)
Permukaan terbakar
Kriteria: Lapisan Koloksasi Oksigen
Penangguhan utama:
Meningkatkan kadar aliran penyejuk hingga ≥15 l/min · mm
Mengamalkan reka bentuk roda pengisaran dalaman yang disejukkan
Kurangkan kadar suapan sebanyak 30% dan tambahkan tiga pas penggilap tambahan
Pakaian yang tidak normal
Kes biasa: jangka hayat berkurangan lebih dari 50%
Penyelesaian Pengoptimuman:
Laraskan kepekatan CBN (100-125% untuk keluli keras)
Ubah suai parameter berpakaian (kadar suapan ≤ 0.001 mm/strok)
Penumpahan bijirin kasar
Gejala: "Tempat botak" muncul di permukaan roda pengisaran
Punca akar:
Kekuatan Kekuatan Bond
Kesan pemotongan sudut kanan
Kaedah Penambahbaikan:
Gunakan roda pengisaran ikatan seramik mikrokristalin
Mengamalkan kaedah pemotongan cerun <5 °
Ketidakstabilan dimensi
Mata Kawalan Utama:
Kawalan suhu ambien pada 20 ± 1 ° C
Mencetuskan pampasan pengukuran dalam talian setiap 10 keping
Mewujudkan model pampasan ubah bentuk haba
Retak roda pengisaran
Prosedur Kecemasan:
Berhenti kecemasan segera
Periksa integriti perlindungan perlindungan
Periksa sama ada kelajuan melebihi had
Kerja terbang terbang
Langkah pencegahan:
Gunakan kedudukan dwi mekanikal dan hidraulik
Pasang sistem pengesahan visual
Pemeriksaan Harian:
Kepekatan penyejuk (4-6%)
Penampilan Roda Pengisaran (retak/kecacatan)
Penyelenggaraan Berkala:
Mingguan: Pelinciran Guideway (Grease mengisi ≥ 80%)
Bulanan: Pemeriksaan Runout Spindle (≤ 0.003mm)
Lampiran: Jadual Diagnosis Cepat
| Penerangan Masalah | Item pemeriksaan keutamaan | Had masa |
| Tanda perbualan | Pengimbangan/galas dinamik | Dalam masa 2 jam |
| Terbakar | Sistem penyejukan | Penutupan segera |
| Melebihi dimensi | Pampasan suhu | Selesaikan semasa peralihan |
Kelebihan semula jadi ditentukan oleh sifat bahan
Superabrasif yang tidak boleh digantikan
CBN (kubik boron nitride) mempunyai kekerasan 4500 HV, kedua hanya untuk berlian, namun kestabilan suhu tinggi (1400 ° C) jauh melebihi berlian (yang mengoksidakan pada 800 ° C).
Perbandingan tipikal: Apabila pemesinan keluli keras (HRC 60), jangka hayat roda CBN adalah 100 kali dari roda korundum.
Kesan sinergistik ikatan vitrified: Struktur seramik mikrokristalin menggabungkan ketegaran (modulus elastik 100 GPa) dengan sifat-sifat mencincang diri.
Keliangan yang dikawal (5%-40%) meningkatkan pelesapan haba berbanding dengan ikatan resin/logam.
Kejayaan dalam pengekalan ketepatan
Kestabilan peringkat nano
Kadar kehilangan bijirin yang kasar <0.1%/jam, memastikan yang berikut walaupun selepas kitaran 2000:
Roundness ≤ 1μm
Toleransi sudut kon ± 0.003 °
Kawalan ubah bentuk haba
Kekonduksian terma adalah 1300W/(M · K), dan suhu zon pengisaran adalah 200 ° C lebih rendah daripada roda pengisaran korundum.
Data yang diukur: Suhu permukaan bahan kerja <150 ° C Apabila mengisar aloi titanium (proses konvensional> 400 ° C)
Evolusi teknologi yang berpandangan ke hadapan
Sesuai untuk pengisaran pintar
Tingkah laku haus yang sangat diramalkan, sesuai untuk:
Pemodelan kembar digital
Algoritma Kawalan Adaptif
Penyelesaian terkemuka semasa: Ralat Ramalan Hidup Pengisaran Baki <3%
Trend Pembuatan Hijau
Perbandingan Penggunaan Tenaga:
Pengisaran konvensional: 25kW · h/100 keping
CBN Grinding: 8kW · H/100 keping
Pengurangan 50% dalam penggunaan penyejuk

Kategori: Produk tambahan pengeluaran Gambaran Keseluruhan Produk: Syarikat telah meluluskan pensijilan pelbagai sistem seperti sist...
Lebih
Kategori: Pengisar CNC Valve Khas Gambaran Keseluruhan Produk: Syarikat telah meluluskan pensijilan pelbagai sistem seperti sistem p...
Lebih
Kategori: Pengisar CNC Valve Khas Gambaran Keseluruhan Produk: Syarikat telah meluluskan pensijilan pelbagai sistem seperti Sistem P...
Lebih
Kategori: Peralatan pemesinan Gambaran Keseluruhan Produk: Syarikat telah meluluskan pensijilan pelbagai sistem seperti sistem pengu...
Lebih
Kategori: Peralatan acuan kosong injap Gambaran Keseluruhan Produk: Syarikat telah meluluskan pensijilan pelbagai sistem seperti Sis...
Lebih
Kategori: Produk tambahan pengeluaran Gambaran Keseluruhan Produk: Syarikat telah meluluskan pensijilan pelbagai sistem seperti Sist...
Lebih
Kategori: Produk tambahan pengeluaran Gambaran Keseluruhan Produk: Syarikat telah meluluskan pensijilan pelbagai sistem seperti sist...
Lebih
Kategori: Produk tambahan pengeluaran Gambaran Keseluruhan Produk: Syarikat telah meluluskan pensijilan pelbagai sistem seperti sist...
Lebih
 86-13584767515
86-13584767515
86-0515-89500828
 No. 1, Kawasan Konsentrasi Perindustrian, Wulie Town, Dongtai City, Wilayah Jiangsu
No. 1, Kawasan Konsentrasi Perindustrian, Wulie Town, Dongtai City, Wilayah Jiangsu
Produk



